




Druckmesstechnik
Beispiele für unsere Produktionsverfahren und - methoden
JAKO betreibt einen eigenen Sondermaschinenbau, damit JAKO Messinstrumente höchsten Qualitäts- und Leistungsansprüchen entsprechen und wirtschaftlich erzeugt werden können. Am Beispiel von Zeigermanometern bieten wir Ihnen einen kleinen Einblick in unsere unterschiedlichen Produktionsmethoden und -einrichtungen.
Anschlußzapfen
Dreh- und Fräsbearbeitung vieler Werkstoffe
|
|
|

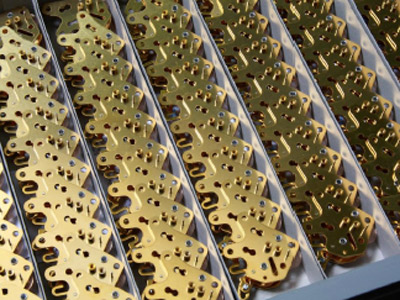
Präzisionsmesswerke
Stanzteile in Messing, Neusilber oder Edelstahl
|
|
|
Rohrfedermesselemente
Assemblieren in Handmontage
|
|
|

Druckmittler
Manuelle und halbautomatisch Schweiß- und Lötprozesse
|
|
|

Flüssigkeitsgedämpfte Messsysteme
Dicht verschweißen, vakumisieren, Befüllen mit Dämpfungsflüssigkeiten
|
|
|

Manometer - Justage
Hoch präzise, Zwischen- und Endprüfungen
|
|
|


