




Temperaturmesstechnik
Beispiele für unsere Produktionsverfahren und - methoden
JAKO betreibt einen eigenen Sondermaschinenbau, damit JAKO Messinstrumente höchsten Qualitäts- und Leistungsansprüchen entsprechen und wirtschaftlich erzeugt werden können. Am Beispiel von Bimetallthermometern bieten wir Ihnen einen kleinen Einblick in unsere unterschiedlichen Produktionsmethoden und -einrichtungen.
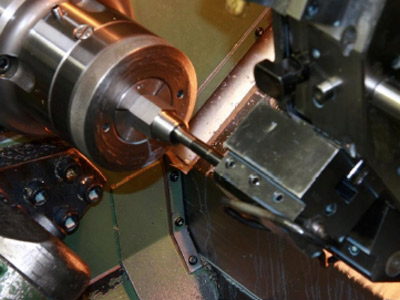
Einteilige Schutzrohre, Schaftaussführungen, Bodenstücke
Bohren, Drehen, Fräsen, Schneiden
 |
|
Oberflächenbehandlungen
Gleitschleifen, Trowalisieren, Entfetten, Waschen
|
|
|

Bimetallausführungen
Stanzen, Wickeln, Bodenstücke drehen, Triebe punktschweißen
|
|
|

Gehäuse- und Messfühlerverbindungen
Füge Techniken - manuell und halbautomatisch
|
|
|

Assemblierung von Standard Bimetall Thermometern
Manuell und halbautomatisch
|
|
|

Zifferblattbeschriftung für OEM Kunden und Partner
TEXT-, LOGO-, GRAFIK-Beschriftung
|
|
|

Industrie Thermometer Montage
Assemblieren - manuell und halbautomatisch
|
|
|

Prüfstand ThermometerZwischen- und Endprüfungen
Schutzrohr FertigungManuell und halbautomatsich
Thermometer Justage & EndkontrolleProtokollierung und Kalibrierung
|




